Webster's Revised Unabridged Dictionary defines lenticular in this manner:
As professional garment screen printers we seem to be under constant pressure for development of new and different printing techniques. It appears, sometimes, that special effects printing applications have taken over significant portions of our market. The special printing application list goes on and on. One of the more interesting applications in recent years to these printing techniques is what is commonly referred to as lenticular printing. In simple terms, a linear image using three dimensional inks stacked in varying heights revealing differing images from differing angles. Well...this is the definition of the print, but not necessarily the word. I'm not sure why we use the term lenticular. Another example of a self proclamation and definitions our industry is so famous for. A more accurate description would, perhaps, be a latent print, as when you look from an angle you see a latent image. These designs are printed to appear like holograms where at least two different images can be seen-depending on the angle of which the garment is viewed. Because it has become common place, I too will use the term lenticular printing and describe it this way; the lenticular print process integrates multiple one dimensional images to create a three dimensional perception. Nonetheless, the technique is a good one so I will share with you some of the techniques and nuances of the process. Learning lenticular printing doesn't come as much from a textbook as much as first hand experience and learning from mistakes we all make.
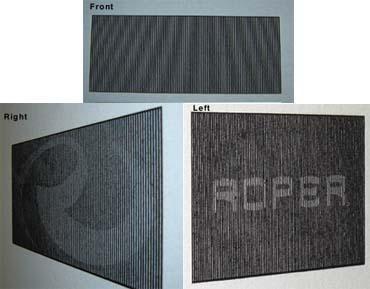
When a printing technique has its potential customers looking twice to make sure what they are seeing is what they actually saw at first glance, it is screen printing at its finest. Simply put, lenticular printing is a process in which dimension is added to a flat printed graphic on garments. Most lenticular garment prints feature high density inks in a series of vertical stacks. High density: another loosely used arbitrary term that doesn't quite fit the application. To a viewer, one image is visible when viewing from the right of the print, a new image can be visible from a straight on view, and still another appears when the print is viewed from the left.
The 3-D printing process creates uniform raised image areas with remarkably sharp edges. Getting this effect requires high density ink and not so standard screen making procedures as well as careful execution at press. As a result, when the image is created and lined up with the enclosed lined print the separate images will be seen one at a time and reveal themselves while the angle of view changes. The image changes from one side to the other. The printed HD lines are placed vertically and the graphic is designed so we may see the image with both eyes, seeing the same thing at each angle of view. Printing a lenticular design requires more than using an out of bucket high density ink and a different emulsion. Successful lenticular printing requires a mastery of multiple procedures that differ from normal production procedures. Keeping standard procedures in mind, lenticular printing will push the limits of any printers' abilities.
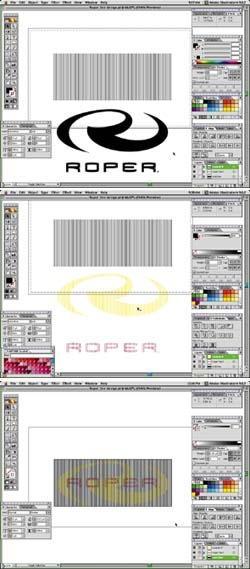
As with virtually any print technique, artwork determines success or failure in lenticular printing. The design faze of the artwork should be created with the lenticular printing process in mind. It becomes much more difficult to jam a special effect into an existing design. With all high density printing extreme detail should be simplified or limited. The flat image not within the latent lines can be as complicated as you like, but keep the HD lenticular portion fairly simple. The latent or hidden image needs to be one dimensional graphic. Bold type or logos easy to interpret work best. Simple and succinct images with sharp contrasting colors will allow for cleanest viewing. Contrast in very important in creating the optical effect. The line direction and weight is critical as it determines the "flip" effect. The "flip" is the change from one image to another and works best from side to side but can work in many planes depending on viewing intentions. Most commonly the lines are printed vertically and relatively thin. When printing typical HD, registration difficulties are minimized by limiting shared edges between image elements. This is precisely what we are trying to do with the lenticular printing process and makes the entire process more difficult. When separating for lenticular printing we want to utilize a layering technique in most cases. In the lenticular portion, the first layer, flat ink, is solid underneath the second layer, which is solid under the third and so on. Each individual layer then has the knock out version of the hidden or latent message built on top of the other. Each layer has the exact same line weight, excluding the knocked out portions for the latent image, so when looking straight on you see solid vertical lines. Better yet, visually, we want our viewer to only see the image in the background, looking past the vertical lines.
Prepress is as critical to the lenticular process as any other part. Matching stencil thickness to ink viscosity to image detail is paramount. This type of printing requires a stencil that is substantially thicker than those most standard textile screen printing designs would need. Thick film stencils are not new to the screen printing industry. Circuit board printers have been using these stencils for decades. Most flat garment screen print applications require a stencil of between 25 and 80 microns for typical results. The stencil thickness is the primary influence in the printed ink film deposit. The thickness of the stencil correlates directly to the thickness of the printed ink film. The cured ink film should end up about 90 percent of the stencil thickness. The best lenticular prints are usually printed with fairly viscous HD inks though 100 to 250 micron stencils. There are several ways to achieve this thickness of stencil. The most efficient and consistent stencils with reasonable durability are produced using thick capillary films on print side with a like emulsion wet coat on the squeegee side. This is called a direct-indirect stencil and is common when making high density screens. The short body and heavier viscosity of most high density inks should possess the rheological characteristics needed to assist in the most desirable definition, crisp edge, and smooth even surface. A 100 to 250 micron stencil matched up with a low elongation gold mesh count of 83 tpi / 70 micron thread stretched to 30 N/cm is ideal for the high density portion of our lenticular print. The finer thread diameter will give us a substantially larger open area percentage allowing our more viscous ink to pass through with less resistance, critical to the process. The dyed mesh will reduce light scatter and minimize undercutting in long exposures required for stencils of this thickness. To combat the long exposure times, a clear capillary film using a pure photopolymer is used to keep exposures as short as possible. We use pre paneled mesh and stretch on retentionable frames for perpendicularity and consistency of mesh tension. Exposure and development is fairly typical for HD screens, both longer than standard screens. Soaking the exposed screen is recommended for developing as the stencil walls are critical and must be completely perpendicular to the mesh when completed.
Consistent printing results are always best achieved on an automatic press. However in the lenticular printing process, it seems to be a bit easier to get initial results, especially for samples, on a manual press. The flat graphic or background portion of the design is generally printed first with no knock outs for the lenticular portion followed by a flash to stabilize the print surface for the flat solid lines to be dropped in over. A flattening agent may need to be added to the ink so that it matches the same finish and texture as the HD ink. This will minimize image compromise if the lenticular portion falls out of registration a bit. If the print is designed for a dark garment all rules for darks apply. A white under base printer and flash should be used as well as highlight white in white areas. Paying particular attention to the standard print is important to the execution of the completed lenticular print. The high density portion of the lenticular print will follow. While most of us pay little attention to the flood stroke in most applications, the flood plays a critical roll when print the HD portion of the lenticular process. A constant force vector flood bar will compensate for the thick stencil built in prepress, as it must be filled with ink during the flood stroke so the ink can easily be released from the screen during the print stroke. Seventy single or 60/90/60 multiple durometer standard squeegees or, my favorite, eighty durometer constant force make the best choices for squeegees in this process. Print angle will need some on press adjustment with standard squeegees to the larger side. Minimal pressure is the order of the day for most dimensional printing and is no different here. In most printing applications with high viscosity inks the screen off contact plays an important roll. Off contact is critical in the lenticular printing process. The off contact should be set so that the screen mesh peels away from the garment directly after the squeegee passes. The off contact distance is a factor of standard off contact plus the stencil thickness. Each subsequent screen will need additional off contact. Registration is absolutely critical. Each line must be lined up exactly with the previously printed line and so on, perfectly. Any registration inadequacies will give away the illusion and blow the whole process. The press must be completely leveled and true or this level of registration cannot be achieved. If your press does not hold registration you cannot achieve quality lenticular printing. The height of the lines is also important and will need to be adjusted as necessary at press and can be built higher if needed by adding an additional thick stenciled screen after a flash. If the lines are too low the latent image is difficult to see. If the lines are too high they can begin to run together visually and cloud the latent message. When everything is nearly perfect and registered properly the latent image will reveal itself. Assuming that all pallets are registering at this point the production will then turn to the inks. Most HD inks' viscosity will reduce as the flood and print strokes move it back and forth as production progresses. Squeegee pressure should be reduced as the ink sheers down to keep it from over filling the stencil. Other press variables will change over the production run as well. Flash times and temperatures should be reduced as pallets and inks heat up. Squeegee speeds and pressures will also need to be adjusted throughout the run.
The possibilities with lenticular printing and other special effects seem to be endless. The theory behind the lenticular print process is an optical illusion. I guess the optical part is where the word lenticular comes from. The process is not as difficult as it may look, however, one should always walk before one should run. As with all specialty printing techniques, start small with more simple images making the technique work as well as possible and move to the next level. Success at each preceding level will lend experience and confidence to the next. Lenticular printing may not be for everyone, but with much practice, experimentation and commitment it may be a process that can give you a competitive edge down the road. We all could certainly use one.

- having the shape of a double-convex lens
- of or relating to a lens especially of the eye
- relating to or being the lentiform nucleus of the brain
- resembling lentil in size or form
As professional garment screen printers we seem to be under constant pressure for development of new and different printing techniques. It appears, sometimes, that special effects printing applications have taken over significant portions of our market. The special printing application list goes on and on. One of the more interesting applications in recent years to these printing techniques is what is commonly referred to as lenticular printing. In simple terms, a linear image using three dimensional inks stacked in varying heights revealing differing images from differing angles. Well...this is the definition of the print, but not necessarily the word. I'm not sure why we use the term lenticular. Another example of a self proclamation and definitions our industry is so famous for. A more accurate description would, perhaps, be a latent print, as when you look from an angle you see a latent image. These designs are printed to appear like holograms where at least two different images can be seen-depending on the angle of which the garment is viewed. Because it has become common place, I too will use the term lenticular printing and describe it this way; the lenticular print process integrates multiple one dimensional images to create a three dimensional perception. Nonetheless, the technique is a good one so I will share with you some of the techniques and nuances of the process. Learning lenticular printing doesn't come as much from a textbook as much as first hand experience and learning from mistakes we all make.
When a printing technique has its potential customers looking twice to make sure what they are seeing is what they actually saw at first glance, it is screen printing at its finest. Simply put, lenticular printing is a process in which dimension is added to a flat printed graphic on garments. Most lenticular garment prints feature high density inks in a series of vertical stacks. High density: another loosely used arbitrary term that doesn't quite fit the application. To a viewer, one image is visible when viewing from the right of the print, a new image can be visible from a straight on view, and still another appears when the print is viewed from the left.
The 3-D printing process creates uniform raised image areas with remarkably sharp edges. Getting this effect requires high density ink and not so standard screen making procedures as well as careful execution at press. As a result, when the image is created and lined up with the enclosed lined print the separate images will be seen one at a time and reveal themselves while the angle of view changes. The image changes from one side to the other. The printed HD lines are placed vertically and the graphic is designed so we may see the image with both eyes, seeing the same thing at each angle of view. Printing a lenticular design requires more than using an out of bucket high density ink and a different emulsion. Successful lenticular printing requires a mastery of multiple procedures that differ from normal production procedures. Keeping standard procedures in mind, lenticular printing will push the limits of any printers' abilities.
As with virtually any print technique, artwork determines success or failure in lenticular printing. The design faze of the artwork should be created with the lenticular printing process in mind. It becomes much more difficult to jam a special effect into an existing design. With all high density printing extreme detail should be simplified or limited. The flat image not within the latent lines can be as complicated as you like, but keep the HD lenticular portion fairly simple. The latent or hidden image needs to be one dimensional graphic. Bold type or logos easy to interpret work best. Simple and succinct images with sharp contrasting colors will allow for cleanest viewing. Contrast in very important in creating the optical effect. The line direction and weight is critical as it determines the "flip" effect. The "flip" is the change from one image to another and works best from side to side but can work in many planes depending on viewing intentions. Most commonly the lines are printed vertically and relatively thin. When printing typical HD, registration difficulties are minimized by limiting shared edges between image elements. This is precisely what we are trying to do with the lenticular printing process and makes the entire process more difficult. When separating for lenticular printing we want to utilize a layering technique in most cases. In the lenticular portion, the first layer, flat ink, is solid underneath the second layer, which is solid under the third and so on. Each individual layer then has the knock out version of the hidden or latent message built on top of the other. Each layer has the exact same line weight, excluding the knocked out portions for the latent image, so when looking straight on you see solid vertical lines. Better yet, visually, we want our viewer to only see the image in the background, looking past the vertical lines.
Prepress is as critical to the lenticular process as any other part. Matching stencil thickness to ink viscosity to image detail is paramount. This type of printing requires a stencil that is substantially thicker than those most standard textile screen printing designs would need. Thick film stencils are not new to the screen printing industry. Circuit board printers have been using these stencils for decades. Most flat garment screen print applications require a stencil of between 25 and 80 microns for typical results. The stencil thickness is the primary influence in the printed ink film deposit. The thickness of the stencil correlates directly to the thickness of the printed ink film. The cured ink film should end up about 90 percent of the stencil thickness. The best lenticular prints are usually printed with fairly viscous HD inks though 100 to 250 micron stencils. There are several ways to achieve this thickness of stencil. The most efficient and consistent stencils with reasonable durability are produced using thick capillary films on print side with a like emulsion wet coat on the squeegee side. This is called a direct-indirect stencil and is common when making high density screens. The short body and heavier viscosity of most high density inks should possess the rheological characteristics needed to assist in the most desirable definition, crisp edge, and smooth even surface. A 100 to 250 micron stencil matched up with a low elongation gold mesh count of 83 tpi / 70 micron thread stretched to 30 N/cm is ideal for the high density portion of our lenticular print. The finer thread diameter will give us a substantially larger open area percentage allowing our more viscous ink to pass through with less resistance, critical to the process. The dyed mesh will reduce light scatter and minimize undercutting in long exposures required for stencils of this thickness. To combat the long exposure times, a clear capillary film using a pure photopolymer is used to keep exposures as short as possible. We use pre paneled mesh and stretch on retentionable frames for perpendicularity and consistency of mesh tension. Exposure and development is fairly typical for HD screens, both longer than standard screens. Soaking the exposed screen is recommended for developing as the stencil walls are critical and must be completely perpendicular to the mesh when completed.
Consistent printing results are always best achieved on an automatic press. However in the lenticular printing process, it seems to be a bit easier to get initial results, especially for samples, on a manual press. The flat graphic or background portion of the design is generally printed first with no knock outs for the lenticular portion followed by a flash to stabilize the print surface for the flat solid lines to be dropped in over. A flattening agent may need to be added to the ink so that it matches the same finish and texture as the HD ink. This will minimize image compromise if the lenticular portion falls out of registration a bit. If the print is designed for a dark garment all rules for darks apply. A white under base printer and flash should be used as well as highlight white in white areas. Paying particular attention to the standard print is important to the execution of the completed lenticular print. The high density portion of the lenticular print will follow. While most of us pay little attention to the flood stroke in most applications, the flood plays a critical roll when print the HD portion of the lenticular process. A constant force vector flood bar will compensate for the thick stencil built in prepress, as it must be filled with ink during the flood stroke so the ink can easily be released from the screen during the print stroke. Seventy single or 60/90/60 multiple durometer standard squeegees or, my favorite, eighty durometer constant force make the best choices for squeegees in this process. Print angle will need some on press adjustment with standard squeegees to the larger side. Minimal pressure is the order of the day for most dimensional printing and is no different here. In most printing applications with high viscosity inks the screen off contact plays an important roll. Off contact is critical in the lenticular printing process. The off contact should be set so that the screen mesh peels away from the garment directly after the squeegee passes. The off contact distance is a factor of standard off contact plus the stencil thickness. Each subsequent screen will need additional off contact. Registration is absolutely critical. Each line must be lined up exactly with the previously printed line and so on, perfectly. Any registration inadequacies will give away the illusion and blow the whole process. The press must be completely leveled and true or this level of registration cannot be achieved. If your press does not hold registration you cannot achieve quality lenticular printing. The height of the lines is also important and will need to be adjusted as necessary at press and can be built higher if needed by adding an additional thick stenciled screen after a flash. If the lines are too low the latent image is difficult to see. If the lines are too high they can begin to run together visually and cloud the latent message. When everything is nearly perfect and registered properly the latent image will reveal itself. Assuming that all pallets are registering at this point the production will then turn to the inks. Most HD inks' viscosity will reduce as the flood and print strokes move it back and forth as production progresses. Squeegee pressure should be reduced as the ink sheers down to keep it from over filling the stencil. Other press variables will change over the production run as well. Flash times and temperatures should be reduced as pallets and inks heat up. Squeegee speeds and pressures will also need to be adjusted throughout the run.
The possibilities with lenticular printing and other special effects seem to be endless. The theory behind the lenticular print process is an optical illusion. I guess the optical part is where the word lenticular comes from. The process is not as difficult as it may look, however, one should always walk before one should run. As with all specialty printing techniques, start small with more simple images making the technique work as well as possible and move to the next level. Success at each preceding level will lend experience and confidence to the next. Lenticular printing may not be for everyone, but with much practice, experimentation and commitment it may be a process that can give you a competitive edge down the road. We all could certainly use one.
About the Author
- Email Address lon@graphicelephants.com
Industry consultant Lon Winters is president of Print This, Inc. and Graphic Elephants, LLC. During more than twenty years in screen printing, he has won more than 40 international industry awards. Those include SGIA Golden Image Awards, Printwear Awards, Impressions Awards, and FESPA Honors. He is an honorary Golden Image judge; has published numerous articles and monthly columns; and leads seminars and workshops for a wide array of industry professionals.
Since the day he began his career by reclaiming screens, Lon has been involved in virtually every aspect of screen printing and embroidery. After managing operations large and small, Lon launched businesses dedicated to training, and consulting.
Print This conducts popular seminars and workshops around the world for manufacturers, vendors, and garment decorators.
Graphic Elephants is a screen print and embroidery design and development studio specializing in new techniques for clients with high-end work and short lead times.
Located in Elizabeth, Colorado, Lon can be reached by phone at 303-910-0477 and by email at lon@graphicelephants.com. His website is www.GraphicElephants.com.
Since the day he began his career by reclaiming screens, Lon has been involved in virtually every aspect of screen printing and embroidery. After managing operations large and small, Lon launched businesses dedicated to training, and consulting.
Print This conducts popular seminars and workshops around the world for manufacturers, vendors, and garment decorators.
Graphic Elephants is a screen print and embroidery design and development studio specializing in new techniques for clients with high-end work and short lead times.
Located in Elizabeth, Colorado, Lon can be reached by phone at 303-910-0477 and by email at lon@graphicelephants.com. His website is www.GraphicElephants.com.



