Screens are the foundation upon which every screen-printed garment is built. Nothing you haven't heard before, right? The ability to manage variables in screen making dictates overall production and workflow. As Don Newman stated years ago, the screen is the mechanism that makes what we do what we do: screen-printing.
Frame, mesh selection and stretching techniques are among the very first decisions that will be made in the entire process, and are absolutely critical. But, before all that gets serious consideration, what about their department's basic layout? What about the flow of work?
While you can make screens in a closet or bathroom in the corner of the plant, remember: Garbage in/garbage out. Yes, you can make one adequate screen in the . . . uh, can. But not very many, in a consistent and reliable manner, especially if you are printing any kind of challenging photo-realism, process or special-effects images, in any kind of production volume. Resolution, stencil thickness and registration from screen-to-screen are some of the consistency factors that must be achieved for quality, repeatable work. If the basis for successful screen-printed garment production is a perfect screen, then exactly that must be your goal.

Makin' money
We have come to accept that, as long as the presses are spinning, we're accomplishing some level of profitability. Conversely, they are only costing us money when still. The purpose of everything else in the plant is in support of this premise: Keep the presses moving. The most expensive parts of our process are tear-down and set-up, and the latter is totally dependent on the screens.
With this in mind, the screen-making department becomes a focal point. So what's the most efficient layout of a screen-making department? For starters, do not underestimate the space you will need. I've been all over the world on different projects and would say this is where most folks fall short. I've built screen departments as large as 14,000 square feet, and as small as a few hundred. But when allotting space, you simply must remember the importance of the screen to our process.
If you have ever read about or taken any courses on operations or production, you know there are many theories on process and production lay-out. We've come to recognize the screen-making process as a loop, so this is how we want to lay out our department. Much like our industry as a whole, planning the lay-out or floor plan for the screen department contains elements of both art and science. Creative problem solving, as it were. Production flow should be analyzed as well as consideration made to departmental interrelationships and physical applications to minimize potential waste of motion, time, energy and, ultimately, money.
Departmental relationships have a direct influence on workflow. Growth potential, equipment placement, total footprint needed as well as lighting, power, mechanical and many other issues must be considered. Positioning the art separation, storage and color departments either within the screen-department loop or at least a part of overall production flow is an important factor to consider.
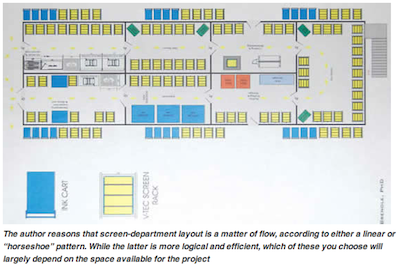
The primary objective of the floor plan is to arrange the department in a logical order from beginning to end. Flow is our directional planning tool. There are a couple of ways I like to consider this. The ideal situation, and my favorite, is what would be called the horseshoe approach; the other, a linear approach. Unless you start from scratch and build your own building, the building or space selected for screen making will largely determine which approach is most suitable.
Answering questions
On paper, lay-outs often seem too easy. In real life, a few small errors in calculation can cost a fortune in lost productivity. As an exercise, try laying a clear piece of film over your potential floor plan and use red markers to track the movement of screens and the materials to make them. When you are finished, ideally, the arrows should cross only minimally. Try to stay as flexible as possible when placing equipment in the final phases. Lay tape or chalk on the floor before finalizing the location of equipment. If something feels too tight it probably is. Relocate it in the early stages.
Design considerations should include answers to as many as possible of the following questions: Will the production flow of screens run seamlessly from one operation to the next? Where in the layout should each operation and equipment for the operation be placed in consideration of our process loop? What natural constraints or constrictions (bottlenecks) does the space or building have? What are the atmospheric necessities as far as cleanliness, temperature, humidity control, air exchange and ventilation? What will be the electrical, plumbing, lighting and pneumatic requirements in each area? Will it all fit?
Equipment, operation and storage
Simply put, each room or area of the screen department will need a list of standard equipment and facilities to meet the requirements of each operation in our process loop. These lists, in general, are as follows:
Art department: computer stations, output devices, storage systems, proofing systems, inspection tables, staging area, transport carts, electrical requirements, network considerations, lighting considerations, plumbing (imagesetter if applicable), sewage, chemical and waste disposal;
Screen mechanics: assembly tables, assembly tools, raw-frame storage, mesh storage, mesh-cutting table, stretching table, retension table, staging area, transport carts, electrical requirements, pneumatic requirements;
Wet room: degreasing sink, pressure washer, staging area, transport carts, electrical requirements, standard lighting, pneumatic requirements, plumbing requirements, sewage requirements, chemical-movement requirements, safety issues;
Dry room: humidity/temperature measurement (thermostat/hygrometer), humidity/temperature control, staging area, transport carts, electrical requirements, standard lighting, drainage requirements;
Coating room: automatic coater, manual-coating area, staging area, utility sink, transport carts, electrical requirements, safe-light requirements, pneumatic requirements, plumbing requirements;
Dry/storage room: humidity/temperature measurement (thermostat/hygrometer), humidity/temperature control, storage area, staging area, transport carts, electrical requirements, safe-light requirements, drainage requirements;
Imaging room: direct-to-screen imager, film pre-registration system, inspection tables, electrical requirements, safe-light requirements, serge protection, pneumatic requirements;
Exposure room: exposure unit, vacuum frame (if necessary), staging area, transport carts, electrical requirements, safe-light requirements;
Developing room: developing sink, soaking tank, high-pressure washer, wet vac, inspection table (horizontal and vertical), staging area, transport carts, electrical requirements, safe-light requirements (1/2), back-light requirements, pneumatic requirements, drainage requirements;
Reclamation: tape-removal table, ink-removal sink, stencil-removal sink, degreasing sink (loop starts over here), high-pressure washer, chemical-storage area, staging area, transport carts, electrical requirements, standard lighting, back-light requirements, pneumatic requirements, plumbing requirements, sewage requirements, chemical-transport requirements, ventilation requirements.
Make or break
Decorating and lighting are very important. Because there are different requirements for lighting in various parts of the process and applications, specialized lighting is an important consideration. Safe-light conditions are required once the stencil-making process begins. And, of course, wall color is important for aesthetics. (No, not really. I always paint most of the rooms in a gloss white for ease of clean up, then the exposure and storage-dry rooms in a flat black to minimize any unwanted emulsion exposure.)
Another of the more consistent factors from room-to-room that you will notice involve the staging-area consideration and transport carts. Moving the screen from operation-to-operation and room-to-room requires the most fluid movement possible. The doors dividing each department are also important. An easy opening and closing mechanism that holds in or out atmospheric conditions and lighting is key. Before appropriate ventilation can be chosen, one should study emissions of particular products and applications as well as local, state and national regulations. Controlling dust is necessary for all screen printers. When printing on garments (or any substrate), airborne particles are troublesome and clean-room type conditions should be achieved.
While this type of loop is designed to maximize productivity and minimize bottlenecks in the process, I would be remiss if I did not mention safety and health. All of the aforementioned conditions mean nothing if the employees are not working in a safe environment. The considerations of escape routs, fire extinguishers, eyewash and first-aid stations are of equal importance.
The power feed for all critical equipment-including computer operating systems-should be on separate clean circuits, isolated from the balance of the other electrical equipment. Isolating spikes and outages can protect the expensive equipment in the screen department (such as direct-to-screen units) from damage and disaster.
If we arrange our screen department in a logical order-and we are, from the beginning of the process to the end-then we have determined the layout is the process of flow. It is important, because the screen department can make or break the entire process.

Frame, mesh selection and stretching techniques are among the very first decisions that will be made in the entire process, and are absolutely critical. But, before all that gets serious consideration, what about their department's basic layout? What about the flow of work?
While you can make screens in a closet or bathroom in the corner of the plant, remember: Garbage in/garbage out. Yes, you can make one adequate screen in the . . . uh, can. But not very many, in a consistent and reliable manner, especially if you are printing any kind of challenging photo-realism, process or special-effects images, in any kind of production volume. Resolution, stencil thickness and registration from screen-to-screen are some of the consistency factors that must be achieved for quality, repeatable work. If the basis for successful screen-printed garment production is a perfect screen, then exactly that must be your goal.
Makin' money
We have come to accept that, as long as the presses are spinning, we're accomplishing some level of profitability. Conversely, they are only costing us money when still. The purpose of everything else in the plant is in support of this premise: Keep the presses moving. The most expensive parts of our process are tear-down and set-up, and the latter is totally dependent on the screens.
With this in mind, the screen-making department becomes a focal point. So what's the most efficient layout of a screen-making department? For starters, do not underestimate the space you will need. I've been all over the world on different projects and would say this is where most folks fall short. I've built screen departments as large as 14,000 square feet, and as small as a few hundred. But when allotting space, you simply must remember the importance of the screen to our process.
If you have ever read about or taken any courses on operations or production, you know there are many theories on process and production lay-out. We've come to recognize the screen-making process as a loop, so this is how we want to lay out our department. Much like our industry as a whole, planning the lay-out or floor plan for the screen department contains elements of both art and science. Creative problem solving, as it were. Production flow should be analyzed as well as consideration made to departmental interrelationships and physical applications to minimize potential waste of motion, time, energy and, ultimately, money.
Departmental relationships have a direct influence on workflow. Growth potential, equipment placement, total footprint needed as well as lighting, power, mechanical and many other issues must be considered. Positioning the art separation, storage and color departments either within the screen-department loop or at least a part of overall production flow is an important factor to consider.
The primary objective of the floor plan is to arrange the department in a logical order from beginning to end. Flow is our directional planning tool. There are a couple of ways I like to consider this. The ideal situation, and my favorite, is what would be called the horseshoe approach; the other, a linear approach. Unless you start from scratch and build your own building, the building or space selected for screen making will largely determine which approach is most suitable.
Answering questions
On paper, lay-outs often seem too easy. In real life, a few small errors in calculation can cost a fortune in lost productivity. As an exercise, try laying a clear piece of film over your potential floor plan and use red markers to track the movement of screens and the materials to make them. When you are finished, ideally, the arrows should cross only minimally. Try to stay as flexible as possible when placing equipment in the final phases. Lay tape or chalk on the floor before finalizing the location of equipment. If something feels too tight it probably is. Relocate it in the early stages.
Design considerations should include answers to as many as possible of the following questions: Will the production flow of screens run seamlessly from one operation to the next? Where in the layout should each operation and equipment for the operation be placed in consideration of our process loop? What natural constraints or constrictions (bottlenecks) does the space or building have? What are the atmospheric necessities as far as cleanliness, temperature, humidity control, air exchange and ventilation? What will be the electrical, plumbing, lighting and pneumatic requirements in each area? Will it all fit?
Equipment, operation and storage
Simply put, each room or area of the screen department will need a list of standard equipment and facilities to meet the requirements of each operation in our process loop. These lists, in general, are as follows:
Art department: computer stations, output devices, storage systems, proofing systems, inspection tables, staging area, transport carts, electrical requirements, network considerations, lighting considerations, plumbing (imagesetter if applicable), sewage, chemical and waste disposal;
Screen mechanics: assembly tables, assembly tools, raw-frame storage, mesh storage, mesh-cutting table, stretching table, retension table, staging area, transport carts, electrical requirements, pneumatic requirements;
Wet room: degreasing sink, pressure washer, staging area, transport carts, electrical requirements, standard lighting, pneumatic requirements, plumbing requirements, sewage requirements, chemical-movement requirements, safety issues;
Dry room: humidity/temperature measurement (thermostat/hygrometer), humidity/temperature control, staging area, transport carts, electrical requirements, standard lighting, drainage requirements;
Coating room: automatic coater, manual-coating area, staging area, utility sink, transport carts, electrical requirements, safe-light requirements, pneumatic requirements, plumbing requirements;
Dry/storage room: humidity/temperature measurement (thermostat/hygrometer), humidity/temperature control, storage area, staging area, transport carts, electrical requirements, safe-light requirements, drainage requirements;
Imaging room: direct-to-screen imager, film pre-registration system, inspection tables, electrical requirements, safe-light requirements, serge protection, pneumatic requirements;
Exposure room: exposure unit, vacuum frame (if necessary), staging area, transport carts, electrical requirements, safe-light requirements;
Developing room: developing sink, soaking tank, high-pressure washer, wet vac, inspection table (horizontal and vertical), staging area, transport carts, electrical requirements, safe-light requirements (1/2), back-light requirements, pneumatic requirements, drainage requirements;
Reclamation: tape-removal table, ink-removal sink, stencil-removal sink, degreasing sink (loop starts over here), high-pressure washer, chemical-storage area, staging area, transport carts, electrical requirements, standard lighting, back-light requirements, pneumatic requirements, plumbing requirements, sewage requirements, chemical-transport requirements, ventilation requirements.
Make or break
Decorating and lighting are very important. Because there are different requirements for lighting in various parts of the process and applications, specialized lighting is an important consideration. Safe-light conditions are required once the stencil-making process begins. And, of course, wall color is important for aesthetics. (No, not really. I always paint most of the rooms in a gloss white for ease of clean up, then the exposure and storage-dry rooms in a flat black to minimize any unwanted emulsion exposure.)
Another of the more consistent factors from room-to-room that you will notice involve the staging-area consideration and transport carts. Moving the screen from operation-to-operation and room-to-room requires the most fluid movement possible. The doors dividing each department are also important. An easy opening and closing mechanism that holds in or out atmospheric conditions and lighting is key. Before appropriate ventilation can be chosen, one should study emissions of particular products and applications as well as local, state and national regulations. Controlling dust is necessary for all screen printers. When printing on garments (or any substrate), airborne particles are troublesome and clean-room type conditions should be achieved.
While this type of loop is designed to maximize productivity and minimize bottlenecks in the process, I would be remiss if I did not mention safety and health. All of the aforementioned conditions mean nothing if the employees are not working in a safe environment. The considerations of escape routs, fire extinguishers, eyewash and first-aid stations are of equal importance.
The power feed for all critical equipment-including computer operating systems-should be on separate clean circuits, isolated from the balance of the other electrical equipment. Isolating spikes and outages can protect the expensive equipment in the screen department (such as direct-to-screen units) from damage and disaster.
If we arrange our screen department in a logical order-and we are, from the beginning of the process to the end-then we have determined the layout is the process of flow. It is important, because the screen department can make or break the entire process.
About the Author
- Email Address lon@graphicelephants.com
Industry consultant Lon Winters is president of Print This, Inc. and Graphic Elephants, LLC. During more than twenty years in screen printing, he has won more than 40 international industry awards. Those include SGIA Golden Image Awards, Printwear Awards, Impressions Awards, and FESPA Honors. He is an honorary Golden Image judge; has published numerous articles and monthly columns; and leads seminars and workshops for a wide array of industry professionals.
Since the day he began his career by reclaiming screens, Lon has been involved in virtually every aspect of screen printing and embroidery. After managing operations large and small, Lon launched businesses dedicated to training, and consulting.
Print This conducts popular seminars and workshops around the world for manufacturers, vendors, and garment decorators.
Graphic Elephants is a screen print and embroidery design and development studio specializing in new techniques for clients with high-end work and short lead times.
Located in Elizabeth, Colorado, Lon can be reached by phone at 303-910-0477 and by email at lon@graphicelephants.com. His website is www.GraphicElephants.com.
Since the day he began his career by reclaiming screens, Lon has been involved in virtually every aspect of screen printing and embroidery. After managing operations large and small, Lon launched businesses dedicated to training, and consulting.
Print This conducts popular seminars and workshops around the world for manufacturers, vendors, and garment decorators.
Graphic Elephants is a screen print and embroidery design and development studio specializing in new techniques for clients with high-end work and short lead times.
Located in Elizabeth, Colorado, Lon can be reached by phone at 303-910-0477 and by email at lon@graphicelephants.com. His website is www.GraphicElephants.com.


